|
Λεπτομέρειες:
|
| Εξουσιοδότηση: | 1 έτος | Υπηρεσία μεταπωλήσεων παρεχόμενη: | Εγκατάσταση τομέων, που αναθέτει και που εκπαιδεύει, υπερπόντια υποστήριξη τρίτων διαθέσιμη |
|---|---|---|---|
| Τάση: | , Που προσαρμόζεται | Όρος: | Νέος |
| Υλικό: | Ανοξείδωτο | Εφαρμογή: | Παραγωγή ηλεκτροδίων |
| Τομείς εφαρμογής: | ιονική μπαταρία λίθιου | ||
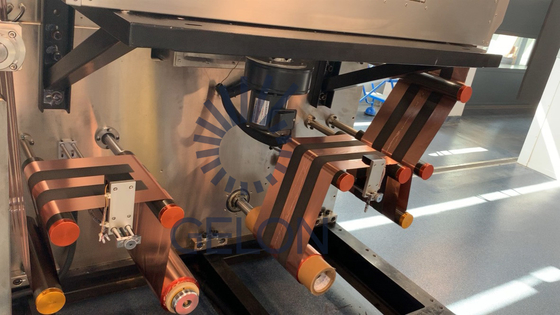
| Επισημαίνω: | Εξοπλισμός παραγωγής μπαταριών κατασκευής ηλεκτροδίων,Coater κύβων αυλακώσεων ανοξείδωτου,Εξοπλισμός παραγωγής μπαταριών 300mm που ντύνει |
||
![]()
Ι. παράμετροι εξοπλισμού
| Πάχος βασικού υλικού | Φύλλο αλουμινίου αργιλίου: 0.0100.030mm, φύλλο αλουμινίου χαλκού: 0.006~0.030mm |
| Πλάτος βασικού υλικού | Φύλλο αλουμινίου αργιλίου: 100320mm, φύλλο αλουμινίου χαλκού: 100320mm |
| Το μέγιστο πάχος του υγρού επιστρώματος | 8-400um (το ιξώδες του πηλού επιτρέπεται) |
| Το μέγιστο πλάτος επιστρώματος | 300mm, το μέγιστο πλάτος ρόλων επιστρώματος: 360mm |
| Η μηχανική ταχύτητα ταινιών | 0.5-7m/min |
| Η ταχύτητα επιστρώματος | 0.1-1.0m/min |
| Μήκος φούρνων ξήρανσης | ξηρός φούρνος * 1.2m/part=1.2m 1 μέρους |
ΙΙ. προδιαγραφή εξοπλισμού
1 . Μέθοδος επιστρώματος: Κύβος αυλακώσεων που ντύνει τη διαλείπουσα απόσταση επιστρώματος: 5-8000 mm±1 χιλ. (διευθετήσιμο σύμφωνα με τις προδιαγραφές μπαταριών)
2. Ακρίβεια επιστρώματος:
2.1 ξηρό πάχος της ανοχής ακρίβειας:: ενιαίος-δευτερεύουσα κάθοδος: ±2.5um, άνοδος: ±2.5um (σημεία μέτρησης διατομής 4-5, κάθετο διάστημα μέτρησης τμημάτων είναι 100mm)
2.2 επένδυση της θετικής και αρνητικής ανοχής ευθυγράμμισης: <>
2.3 η μέση ανοχή μήκους: ≤±1.0mm
2.4 η μέση ανοχή πλάτους: ≤±1.0mm παρατηρημένος: Οι πρώτοι και δεύτεροι δείκτες πρέπει ανωτέρω να έχουν την καλύτερη επίδραση όταν ταιριάζουν με οι όροι πηλού (ιξώδες, μέγεθος μορίων, ομοιομορφία, κ.λπ.) τις τοποθετήσεις των παραμέτρων εξοπλισμού
3. Εσωτερική διάμετρος μπαταριών: 3 ίντσα, υιοθετεί τον κύλινδρο επέκτασης αέρα
4. Έλεγχος έντασης: Ντυμένος επιπλέων έλεγχος έντασης PID κυλίνδρων
5. Ακρίβεια ελέγχου διορθώσεων απόκλισης: ±0.01mm, ακρίβεια απόκλισης: ±1mm
6. Ο χειριστής ενεργοποιεί το μηχανισμό επιστρώματος από το μέτωπο
7. Ξηρός τύπος: A.Hot στέγνωμα, κυκλοφορία ζεστού αέρα (ανώτερος αέρας ανεφοδιασμού) ή ανώτερος και χαμηλότερος αέρας B.Heating ανεφοδιασμού: ηλεκτρικά θερμαντικά 5,0 KW*1 part=5.0 KW C.Heater
8. Μήκος φούρνων: 1part*1.2m/part=1.2m
9. Υλικό φούρνων: Ανοξείδωτο
10. Θερμοκρασία φούρνων: Η θερμοκρασία δωματίου ~150 ℃, διευθετήσιμος, ακρίβεια < ±5 ℃ ΙΙΙ. ελέγχου θερμοκρασίας τεχνολογική διαδικασία το υπόστρωμα ηλεκτροδίων που τοποθετείται στην ξετυλίγοντας συσκευή αποκαθίσταται αυτόματα και εισάγει έπειτα το σύστημα έντασης βραχιόνων ταλάντευσης. Μετά από να ρυθμίσει τη να ξετυλίξει ένταση, εισάγει το κεφάλι επιστρώματος, και ο πηλός ηλεκτροδίων είναι ντυμένος σύμφωνα με το θέτοντας πρόγραμμα του συστήματος επιστρώματος. Το ντυμένο υγρό ηλεκτρόδιο εισάγει το φούρνο για να είναι ξηρό από το ζεστό αέρα. Μετά από να ξεράνει, η ένταση του ηλεκτροδίου ρυθμίζεται με το σύστημα έντασης, ενώ η ταχύτητα τυλίγματος ελέγχεται για να την συγχρονίσει με την ταχύτητα επιστρώματος. Το ηλεκτρόδιο διορθώνεται αυτόματα από το σύστημα διορθώσεων για να το κρατήσει στην κεντρική θέση, και η άνεμος συσκευή χρησιμοποιείται για το τύλιγμα.
Υπεύθυνος Επικοινωνίας: Ekain Zhang
Τηλ.:: +8618669965529
Φαξ: 86-0539-8067529